Reinigung von Beton-Fahrmischer-Trommeln
In letzter Zeit wird immer öfter auch hochwertiger Spezialbeton wie z.B. Stahlfaserbeton, frühhochfester Beton, insbesondere auch Betonsorten mit zusätzlicher Microsilica und anderen hochwirksamen Betonzusätzen ausgeliefert. Besonders in der heißen Jahreszeit kommt es häufig zu Anhaftungen von erhärtendem Beton in Bereichen, welche bei der ständigen und täglichen Reinigung nicht oder nur schwer erreichbar sind: hinter den Schneckenblechen, in der hinteren Hälfte der Trommel bis zum Entladetrichter.
Hier kann sich schnell eine nicht unerhebliche Menge Beton festsetzen, und dieser in der Trommel erhärtete Beton wird ständig mit hin- und her transportiert, kostet so eine Menge Geld ( erhöhte Kraftstoffkosten, verringerte Ladekapazität).
Recht schnell hat sich da ein halber Kubikmeter Beton oder noch mehr angesammelt – mit einem Gewicht von über einer Tonne.
Bisher wurden diese Trommeln mit Manpower und Presslufthämmern bearbeitet, ein sehr gefährlicher Job, es gab schon öfters schwere Verletzungen und sogar Tote!
Eine bisher noch recht selten angewendete Einsatzmöglichkeit ist die Reinigung von Beton-Fahrmischer-Trommeln mit dem Hochdruckwasserstrahl.
Dazu haben wir speziell für diesen Zweck eine Reinigungsvorrichtung entwickelt und gebaut, mit welcher ein oszillierender Hochdruck-Wasserstrahl von bis zu 140 Liter/Minute bei bis zu 1400 Bar Wasserdruck in die Mischertrommel eingeführt wird, und so den verschmutzten Teil der Trommel hinter den Schneckenblechen reinigt.
Personal in der Mischtrommel war gestern!
Heute arbeitet der Wasserstrahl in der Trommel, entfernt selbst komplett erhärteten Beton und ohne Verletzungsgefahr des Reinigungspersonals.
Bei Interesse : nehmen Sie mit uns Kontakt auf!
Hier ein aktuelles Video einer Reinigung.
Dauer der Reinigung 2 Stunden.
Schiffsreinigung / Entrosten / Entschichten mit Höchstdruckwasser
Diese Transportschute wurde in einer Kiesgrube in Süddeutschland verwendet, um Gestein und Lehm von einem Schwimmbagger zur weiteren Verarbeitung an Land zu transportieren. Es sank wegen starker Korrosion am Auftriebskörper, und musste per Autokran an Land verbracht werden zur weiteren Reparatur.
Wir hatten die Aufgabenstellung, alle Ablagerungen von der Schiffshülle zu entfernen, damit die Schlosser den tatsächlichen Lochfraß und die Korrosion erkennen und die Reparatur zügig durchführen können.
Nach erfolgreicher Reparatur soll die Hülle mit Zinga beschichtet werden.
Sehen sie Bilder von der Reinigung mit 2800 Bar Druck, und später auch von der Beschichtung.





Höchstdruck-Wasserstrahlen als Alternative zum Sandstrahlen oder Laugen-Tauchbad bei der Restaurierung von Oldtimer-Karosserien
Entlacken und Entrosten durch Sandstrahlen oder Laugenbad vs. Höchstdruckwasserstrahlen: Große Herausforderung bei der Oldtimer-Restaurierung.
Durch den Einsatz der Höchstdruckwasserstrahltechnik mit variablem Wasserdruck von 0 bis zu 2800 Bar konnten bei der Entlackung und Entrostung einer Porsche-Oldtimer-Karosserie alte Verschmutzungen, Ablagerungen, Unterbodenschutz, Spachtelmassen, Füller, Lacke und Rost vollflächig und auch in den Hohlräumen und Rahmenkonstruktionen bis auf das blanke Blech entfernt werden. Ein Ergebnis, welches zum Beispiel mit dem Sandstrahlverfahren oder Glasperlstrahlen so NICHT realisiert werden kann, speziell in den Hohlräumen nicht, da der Zugang der Sandstrahldüsen zu engen Hohlräumen nicht möglich ist.
Durch den variablen und dem Material angepassten Arbeitsdruck und verschiedene weitere einstellbare Parameter wie Düsenabstand, Düsengeometrie, Strahlwinkel, Wassermenge etc. wurde eine Verformung bzw. Beschädigung der Blechoberfläche beim Einsatz der Höchstdruckwasserstrahltechnik ausgeschlossen .
Mit dieser Technik können wir in kleinste Hohlräume ( durch Zugangsöffnungen ab 10 mm Durchmesser!) mit rotierenden Düsen und starren oder flexiblen Lanzen/Schläuchen mit bis zu 2800 Bar Druck einfahren, und dort optimale Strahlergebnisse erzielen und gleichzeitig abgestrahlte Partikel ausspülen.
Beim Sandstrahlen bzw. Glasperlstrahlen z.B. besteht das Risiko, dass in Hohlräumen verbleibende Strahlmittelreste eine große Gefahr erneuter (Kontakt-) Korrosion darstellen.
Beim Höchstdruck-Wasserstrahlen dagegen werden mit den abgelösten Partikeln zusätzlich auch alle vorhandenen Chlorid- und Harnstoffreste vollständig entfernt und ausgewaschen.
Die nach dem Höchstdruckwasserstrahlen normal einsetzende Oberflächenkorrosion wird nach Beendigung der Strahlarbeiten mittels einem speziellen Inhibitor ( in unserem Fall: Prep & Ready, POR-15) verhindert, da eine stabile Zinkphosphatverbindung auf der jetzt absolut blanken Metalloberfläche komplexiert, d.h. chemisch fest mit dem Metall verbunden wird, welches auch beste Grundlage für weitergehende Arbeiten und Beschichtungen ist. Da Prep&Ready ein wasserbasierender Inhibitor ist, ist es sogar vorteilhaft, wenn die Karosserie beim Auftrag noch Restfeuchte aufweist, dadurch kann Prep&Ready noch besser in alle Ritzen, Hohlräume und schwer zugänglichen Stellen eindringen und dort wirken. Prep&Ready wird mit Druckbecherpistolen in alle Hohlräume appliziert und auf alle Oberflächen aufgebracht. Nach Abschluss des Prozesses wird die Oberfläche mit Wasser abgewaschen, und die Karosserie getrocknet. Danach können wie gewohnt die Schweißarbeiten etc. ausgeführt werden. Diese können auch vorgezogen werden und die Prep&Ready Behandlung erfolgt nach den Schweißarbeiten.
Ein Vergleich z.B. mit der Entlackung von Karosserien in Entlackungsbädern zeigt, dass dort häufig das Risiko der erneuten Korrosion dadurch ausgelöst wird, dass durch unsachgemäßes oder nicht ausreichendes Abspülen und Neutralisieren der Lauge korrosionsfördernde Reste verblieben waren.
Dies kann beim Höchstdruckwasserstrahlen ausgeschlossen werden.
Die mit Prep&Ready behandelte Karosserie kann monatelang gelagert werden ohne erneute Rostbildung, die Oberfläche ist geschützt. Für die weitergehenden Arbeiten (Hohlraumkonservierung, Unterbodenschutz, Lackierung) bietet POR-15 eine Reihe aufeinander abgestimmter Produkte, welche gewährleisten, dass erneuter Rostbefall ausgeschlossen werden kann.
Dieses Verfahren ist nur für Karosserien geeignet, welche komplett gestrippt wurden, alle Kabel, Dichtungen, Lager etc. müssen vorher entfernt werden, da diese beschädigt werden könnten.
Hier einige aussagekräftige Bilder:










Nach der ersten Behandlung mit Prep&Ready kann man sehr gut die mit einer Zinkphosphatschicht versehene Oberfläche sehen.
Prep&Ready ist vollflächig aufgetragen worden, und hat jede noch so kleinste Ritze benetzt.
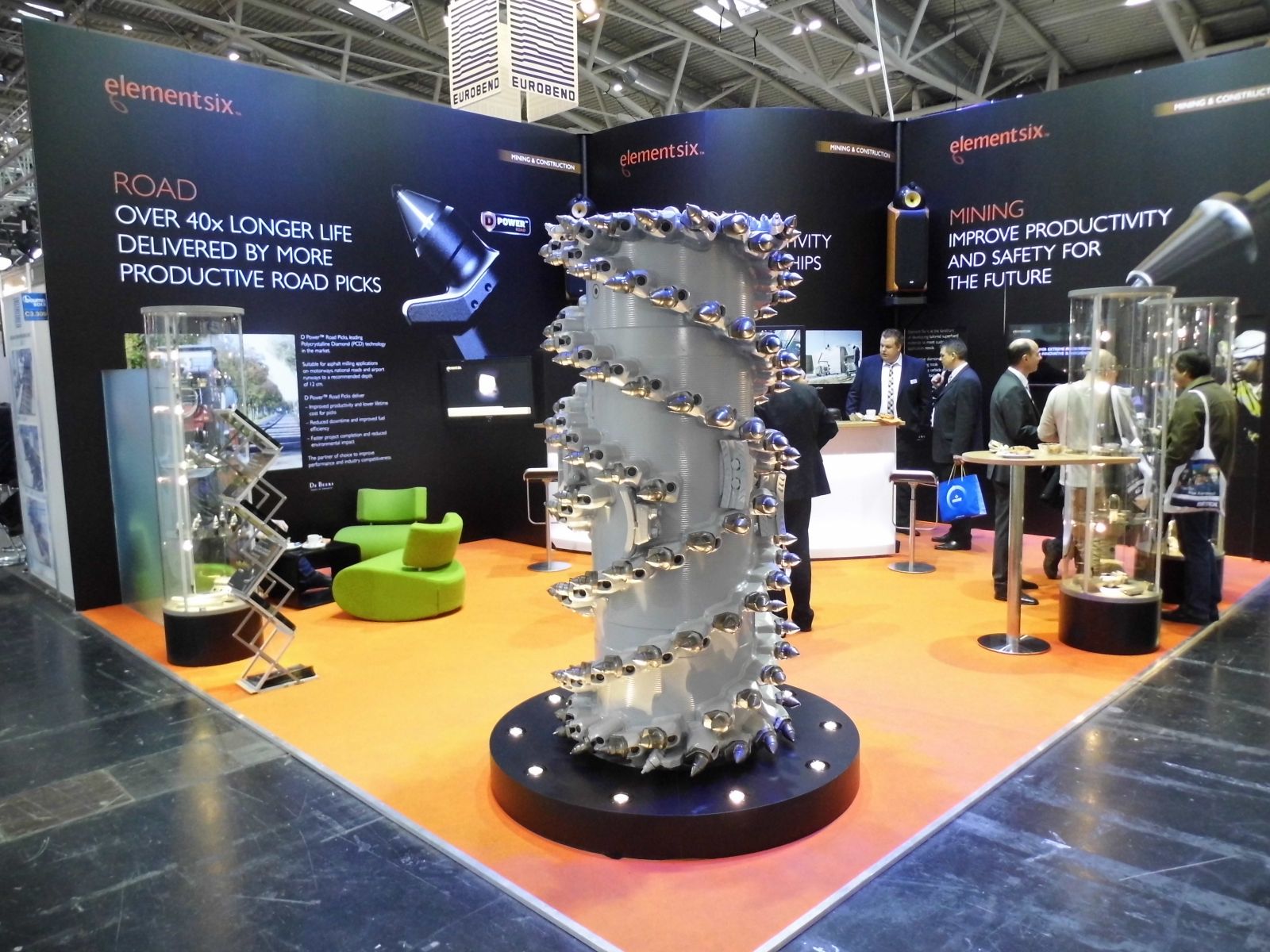
Diamant bestückte Fräswalze mit Höchstdruck-Wasserstrahl gereinigt.
Die Aufgabenstellung war umfassend: Konstruktion und Anfertigung eines Transport- und Ausstellungsgestells samt Transportverpackung für eine mit synthetischen Diamantmeißeln (D-Power) bestückte Fräswalze, sowie die Untergrundvorbereitung und das Beschichten der Fräswalze und des Gestells. Das Gewicht der Walze mit D-Power Straßenfräsmeißeln und Ständer: mehr als 3 Tonnen.
Die Problematik: Nach der Fertigstellung musste sichergestellt werden, dass das Handling der Fräswalze (- Transport, Auf- und Abbau bei der BAUMA) ohne Beschädigungen an den D-Power Straßenfräsmeißeln erfolgte.
Die Untergrundvorbereitung wurde mit 2800 Bar Höchstdruckwasserstrahl und handgeführter Rotordüse durchgeführt. Dabei wurden alle Rost- und Asphaltreste von der gebrauchten Fräswalze und dem neu angefertigten Ständer entfernt und der Untergrund optimal für die nachfolgende Beschichtung vorbereitet.

Unmittelbar nach der Untergrundvorbereitung wurde eine Grundierung mit einem Oberflächentoleranten 2-Komponenten Epoxidharz und 2 Deckbeschichtungen in dem vom Auftraggeber geforderten RAL-Farbton aufgebracht.

Anschließend wurde eine dem Gewicht entsprechende Transportverpackung gebaut, die D-Power Straßenfräsmeißel in die Fräswalze eingesetzt, und das Ganze transportfertig dem Auftraggeber übergeben.

Mit dem Ergebnis war dann der Auftraggeber ELEMENT SIX mehr als zufrieden. Die Fräswalze war auf der BAUMA 2013 ein absoluter Hingucker:
Waterblast cleaning at Glass Fibre Factory
We have just completed a large waterblast job at a glass fibre factory;
One of our 380 hp, 99lpm@20 kpsi water blast units powered a pipe cleaning water lancer unit for pipe internal cleaning while two of our 150 HP, 24 lpm@40 kpsi water blast units were used for hand operated jetting gun applications with rotating nozzles – to remove resin and glass fibre deposits from all internal and external surfaces. During the waterjetting works, the steel structure of the glass fabrics machine have been coated with a surface-tolerant epoxy coating.
Sucction pipe BEFORE cleaning:

External cleaning with 2800 bar water pressure and rotating nozzle:

Sucction pipe AFTER cleaning:

When using waterblast cleaning equipment, the waterblast operator should be well experienced, in order to avoid damages to all those above mentioned equipment. A dump type waterjet gun is our preferred tool, enabling us to precisely tune and adjust the water pressure at the jetting gun.
